

Koalstoffiber is in fezelmateriaal mei in koalstofynhâld fan mear as 95%. It hat poerbêste meganyske, gemyske, elektryske en oare poerbêste eigenskippen. It is de "kening fan nije materialen" en in strategysk materiaal dat ûntbrekt yn militêre en sivile ûntwikkeling. Bekend as "Swart Goud".
De produksjeline fan koalstofvezel is as folget:

Hoe wurdt de slanke koalstoffiber makke?
De technology foar it produksjeproses fan koalstofvezels hat him oant no ta ûntwikkele en is folwoeksener wurden. Mei de trochgeande ûntwikkeling fan koalstofvezelkompositmaterialen wurdt it hieltyd mear foarkar jûn troch alle lagen fan 'e befolking, benammen de sterke groei fan loftfeart, auto's, spoarwegen, wynenerzjyblêden, ensfh. en it driuwende effekt dêrfan, de ûntwikkeling fan 'e koalstofvezelyndustry. De perspektiven binne noch breder.
De yndustryketen foar koalstofvezels kin wurde ferdield yn upstream en downstream. Upstream ferwiist meastal nei de produksje fan spesifike materialen foar koalstofvezels; downstream ferwiist meastal nei de produksje fan tapassingskomponinten foar koalstofvezels. Bedriuwen tusken upstream en downstream kinne har sjen as leveransiers fan apparatuer yn it produksjeproses fan koalstofvezels. Lykas te sjen is yn 'e ôfbylding:
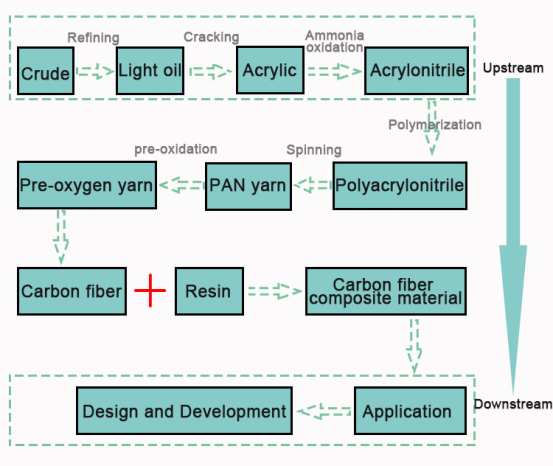
It hiele proses fan rau side oant koalstofvezel stroomopwaarts fan 'e koalstofvezelyndustryketen moat troch prosessen gean lykas oksidaasjeovens, karbonisaasjeovens, grafitisaasjeovens, oerflakbehanneling en dimensionering. De fezelstruktuer wurdt dominearre troch koalstofvezel.
De stroomopwaartse keatling fan 'e koalstofvezelyndustry heart ta de petrochemyske yndustry, en acrylonitril wurdt benammen krigen troch rau oaljeraffinaazje, kraken, ammoniakoksidaasje, ensfh.; Polyacrylonitril-foarrinnerfaser, koalstofvezel wurdt krigen troch foar-oksidaasje en karbonisaasje fan 'e foarrinnerfaser, en koalstofvezelkompositmateriaal wurdt krigen troch it ferwurkjen fan koalstofvezel en hars fan hege kwaliteit om te foldwaan oan tapassingseasken.
It produksjeproses fan koalstofvezel omfettet benammen lûken, opstellen, stabilisearring, karbonisaasje en grafitisaasje. Lykas te sjen is yn 'e ôfbylding:
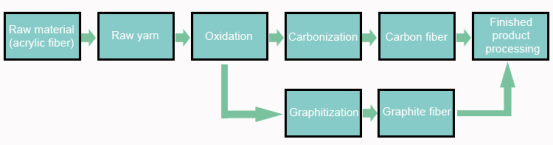
Tekening:Dit is de earste stap yn it produksjeproses fan koalstofvezel. It skiedt benammen de grûnstoffen yn fezels, wat in fysike feroaring is. Tidens dit proses fynt de massa-oerdracht en waarmte-oerdracht plak tusken de spinnende floeistof en de koagulaasjefloeistof, en úteinlik PAN-delslach. De filamenten foarmje in gelstruktuer.
Opstellen:fereasket in temperatuer fan 100 oant 300 graden om te operearjen yn kombinaasje mei it stretcheffekt fan oriïntearre fezels. It is ek in wichtige stap yn 'e hege modulus, hege fersterking, ferdichting en ferfining fan PAN-fezels.
Stabiliteit:De lineêre makromolekulêre keten fan thermoplastyske PAN wurdt troch ferwaarming en oksidaasje by 400 graden omfoarme ta in net-plastyske, hjittebestindige trapeziumfoarmige struktuer, sadat it net smelt en net ûntvlamber is by hege temperatuer, de foarm fan 'e glêstried behâldt en de thermodynamika yn in stabile steat is.
Karbonisaasje:It is needsaaklik om net-koalstofeleminten yn PAN te ferdriuwen by in temperatuer fan 1.000 oant 2.000 graden, en úteinlik koalstofvezels te generearjen mei in turbostratyske grafytstruktuer mei in koalstofynhâld fan mear as 90%.
Grafitisearring: It fereasket in temperatuer fan 2.000 oant 3.000 graden om amorfe en turbostratyske karbonisearre materialen te konvertearjen yn trijediminsjonale grafytstrukturen, wat de wichtichste technyske maatregel is om de modulus fan koalstofvezels te ferbetterjen.
It detaillearre proses fan koalstofvezels, fan it produksjeproses fan rau side oant it ôfmakke produkt, is dat de PAN-rau side produsearre wurdt troch it foarige produksjeproses fan rau side. Nei it foarlûken troch de wiete waarmte fan 'e triedfeeder, wurdt it troch de tekenmasine efterinoar oerbrocht nei de foar-oksidaasjeoven. Nei it bakken by ferskate gradiënttemperatueren yn 'e groep foar-oksidaasjeovens, wurde oksidearre fezels foarme, dat binne foar-oksidearre fezels; de foar-oksidearre fezels wurde foarme ta koalstofvezels nei't se troch middeltemperatuer- en hegetemperatuer-karbonisaasjeovens gien binne; de koalstofvezels wurde dan ûnderwurpen oan in definitive oerflakbehanneling, grutte, droegjen en oare prosessen om koalstofvezelprodukten te krijen. It heule proses fan trochgeande triedfeed en presys kontrôle, in lyts probleem yn elk proses sil ynfloed hawwe op 'e stabile produksje en de kwaliteit fan it definitive koalstofvezelprodukt. Koalstofvezelproduksje hat in lange prosesstream, in protte technyske kaaipunten en hege produksjebarriêres. It is in yntegraasje fan meardere dissiplines en technologyen.
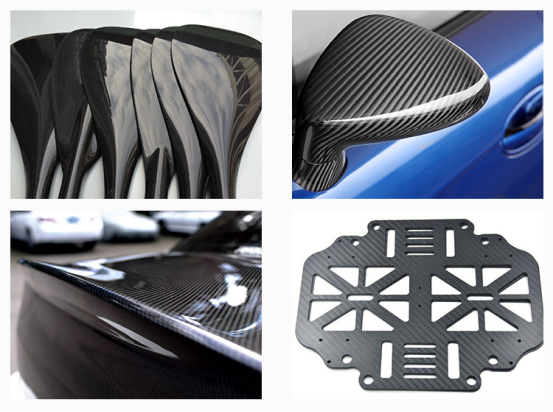
It boppesteande is de fabrikaazje fan koalstofvezel, lit ús ris sjen hoe't koalstofvezelstof brûkt wurdt!
Ferwurking fan koalstoffiber doekprodukten
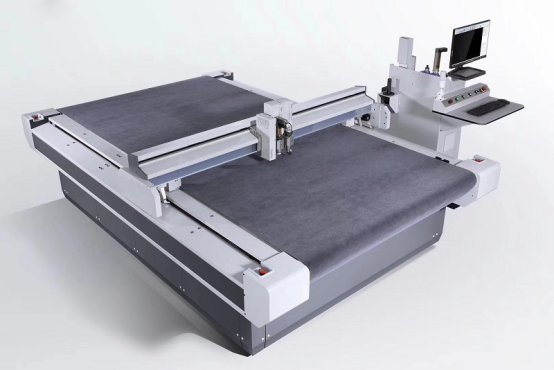
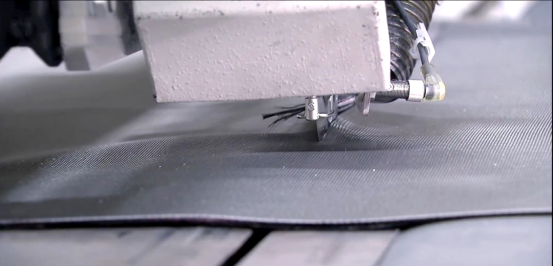
1. Snijden
De prepreg wurdt by minus 18 graden út 'e kâlde opslach helle. Nei it wekken is de earste stap it sekuer snijen fan it materiaal neffens it materiaaldiagram op 'e automatyske snijmasine.
2. Bestrating
De twadde stap is it lizzen fan prepreg op it liegeark, en it lizzen fan ferskate lagen neffens de ûntwerpeasken. Alle prosessen wurde útfierd ûnder laserposysjonearring.
3. Foarmjen
Fia in automatisearre handlingrobot wurdt de foarfoarm nei de foarmmasine stjoerd foar kompresjefoarmjen.
4. Snijden
Nei it foarmjen wurdt it wurkstik nei it wurkstasjon fan 'e snijrobot stjoerd foar de fjirde stap fan snijden en ûntbramen om de dimensjonele krektens fan it wurkstik te garandearjen. Dit proses kin ek op CNC útfierd wurde.
5. Reiniging
De fyfde stap is it útfieren fan droech iisreiniging by it reinigingsstasjon om it loslittingsmiddel te ferwiderjen, wat handich is foar it folgjende lijmcoatingproses.
6. Lijm
De sechsde stap is it oanbringen fan strukturele lijm by it lijmrobotstasjon. De lijmposysje, lijmsnelheid en lijmoerfier wurde allegear sekuer oanpast. In diel fan 'e ferbining mei de metalen ûnderdielen wurdt klinken, wat by it klinkstasjon útfierd wurdt.
7. Ynspeksje fan 'e gearkomste
Nei't de lijm oanbrocht is, wurde de binnen- en bûtenpanielen yninoar set. Nei't de lijm úthard is, wurdt blau ljochtdeteksje útfierd om de dimensjonele krektens fan kaaisgatten, punten, linen en oerflakken te garandearjen.
Koalstofvezel is dreger te ferwurkjen
Koalstofvezel hat sawol de sterke treksterkte fan koalstofmaterialen as de sêfte ferwurkberens fan fezels. Koalstofvezel is in nij materiaal mei poerbêste meganyske eigenskippen. Nim koalstofvezel en ús gewoane stiel as foarbyld, de sterkte fan koalstofvezel is sawat 400 oant 800 MPa, wylst de sterkte fan gewoan stiel 200 oant 500 MPa is. As wy nei de taaiheid sjogge, binne koalstofvezel en stiel yn prinsipe ferlykber, en is d'r gjin dúdlik ferskil.
Koalstofvezel hat in hegere sterkte en in lichter gewicht, sadat koalstofvezel de kening fan nije materialen neamd wurde kin. Fanwegen dit foardiel hawwe de matriks en fezels tidens de ferwurking fan koalstofvezelfersterke kompositen (CFRP) komplekse ynterne ynteraksjes, wêrtroch't har fysike eigenskippen oars binne as dy fan metalen. De tichtheid fan CFRP is folle lytser as dy fan metalen, wylst de sterkte grutter is as de measte metalen. Fanwegen de inhomogeniteit fan CFRP komt it faak foar dat fezels útlutsen of loskomme fan matrixfezels tidens de ferwurking; CFRP hat in hege waarmtebestriding en slijtvastheid, wat it easken stelt oan 'e apparatuer tidens de ferwurking, sadat der in grutte hoemannichte snijwaarmte generearre wurdt yn it produksjeproses, wat serieuzer is foar slijtage fan apparatuer.
Tagelyk, mei de trochgeande útwreiding fan syn tapassingsfjilden, wurde de easken hieltyd delikater, en de easken foar de tapassing fan materialen en de kwaliteitseasken foar CFRP wurde hieltyd stranger, wat ek de ferwurkingskosten feroarsaket.
Ferwurking fan koalstoffiberplaat
Nei't de koalstofvezelplaat úthard en foarme is, is neiferwurking lykas snijden en boarjen nedich foar presyzje-easken of gearstallingsbehoeften. Under deselde omstannichheden lykas snijprosesparameters en snijdjipte sil it selektearjen fan ark en boren fan ferskate materialen, maten en foarmen tige ferskillende effekten hawwe. Tagelyk sille faktoaren lykas de sterkte, rjochting, tiid en temperatuer fan 'e ark en boren ek ynfloed hawwe op 'e ferwurkingsresultaten.
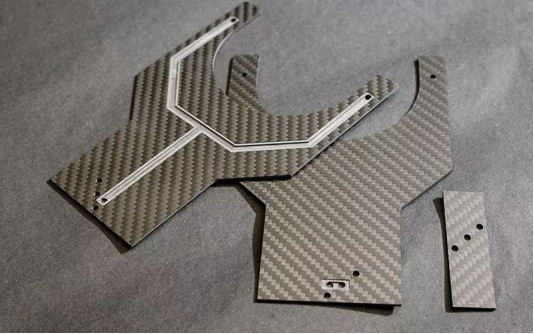
Besykje yn it neiferwurkingsproses in skerp ark mei diamantcoating en in boar fan fol karbid te kiezen. De slijtvastheid fan it ark en de boar sels bepaalt de kwaliteit fan 'e ferwurking en de libbensdoer fan it ark. As it ark en de boar net skerp genôch binne of ferkeard brûkt wurde, sil it net allinich de slijtage fersnelle, de ferwurkingskosten fan it produkt ferheegje, mar ek skea oan 'e plaat feroarsaakje, wat ynfloed hat op 'e foarm en grutte fan' e plaat en de stabiliteit fan 'e ôfmjittings fan' e gatten en groeven op 'e plaat. Feroarsaket laachferskuorring fan it materiaal, of sels blokynstoarting, wat resulteart yn it skrapen fan 'e heule plaat.
By it boarjenkoalstoffiberblêden, hoe rapper de snelheid, hoe better it effekt. By de seleksje fan boarbits is it unike ûntwerp fan 'e boarpunt fan' e PCD8-frontrâneboar geskikter foar koalstofvezelplaten, dy't better troch koalstofvezelplaten kinne penetrearje en it risiko op delaminaasje ferminderje.
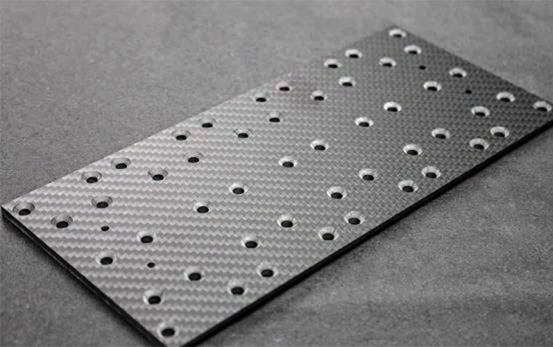
By it snijen fan dikke koalstofvezelplaten wurdt it oanrikkemandearre om in dûbelsnijde kompresjefrees te brûken mei in ûntwerp mei in lofter- en rjochter spiraalfoarmige râne. Dizze skerpe snijrâne hat sawol boppeste as ûnderste spiraalfoarmige punten om de axiale krêft fan it ark op en del te balansearjen tidens it snijen, om te soargjen dat de resultearjende snijkrêft nei de binnenkant fan it materiaal rjochte wurdt, om stabile snijomstannichheden te krijen en it foarkommen fan materiaaldelaminaasje te ûnderdrukken. It ûntwerp fan 'e boppeste en ûnderste diamantfoarmige rânen fan' e "Pineapple Edge" router kin ek effektyf koalstofvezelplaten snije. De djippe spaanfluit kin in protte snijwaarmte fuortnimme troch it ûntslaan fan spaanen tidens it snijproses, om skea oan 'e eigenskippen fan' e koalstofvezelplaat te foarkommen.
01 Trochgeande lange glêstried

Produktfunksjes:De meast foarkommende produktfoarm fan fabrikanten fan koalstofvezels, de bondel is gearstald út tûzenen monofilamenten, dy't ferdield binne yn trije soarten neffens de twistmetoade: NT (Never Twisted, untwisted), UT (Untwisted, untwisted), TT of ST (Twisted, twisted), wêrfan NT de meast brûkte koalstofvezel is.
Haadtapassing:Benammen brûkt foar gearstalde materialen lykas CFRP, CFRTP of C/C gearstalde materialen, en de tapassingsfjilden omfetsje fleantugen/loftfeartapparatuer, sportartikelen en ûnderdielen foar yndustriële apparatuer.
02 Stapelfasergaren

Produktfunksjes:koarte fezelsgaren foar koarte, garens spûn fan koarte koalstofvezels, lykas algemiene koalstofvezels op basis fan pik, binne meastentiids produkten yn 'e foarm fan koarte fezels.
Wichtichste gebrûken:waarmte-isolaasjematerialen, anty-wriuwingmaterialen, C/C-kompositûnderdielen, ensfh.
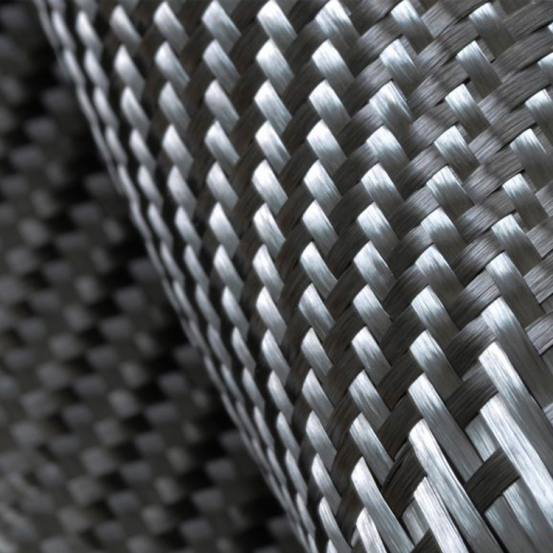
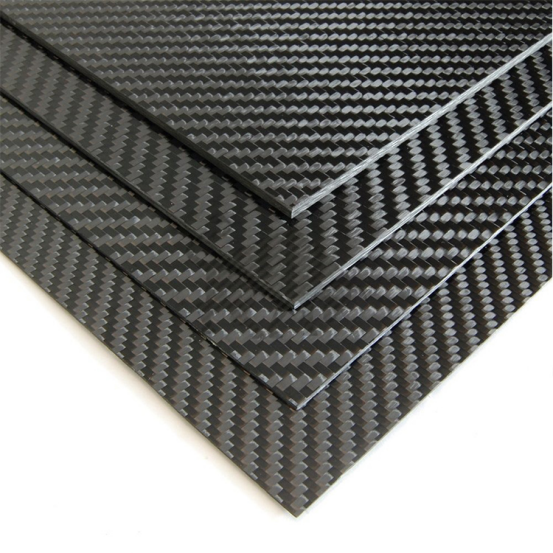
03 Koalstoffiberstof

Produktfunksjes:It is makke fan trochgeande koalstofvezel of koalstofvezel spûn garen. Neffens de weefmetoade kinne koalstofvezelstoffen wurde ferdield yn weefde stoffen, breide stoffen en net-woven stoffen. Op it stuit binne koalstofvezelstoffen meastentiids weefde stoffen.
Haadtapassing:Itselde as trochgeande koalstofvezel, benammen brûkt yn gearstalde materialen lykas CFRP, CFRTP of C/C gearstalde materialen, en de tapassingsfjilden omfetsje fleantugen/loftfeartapparatuer, sportartikelen en yndustriële apparatuerûnderdielen.
04 Koalstoffiber flechte riem

Produktfunksjes:It heart ta in soarte koalstoffiberstof, dy't ek weefd is fan trochgeande koalstoffiber of koalstoffiberspûngaren.
Haadgebrûk:Benammen brûkt foar fersterkingsmaterialen op basis fan hars, foaral foar de produksje en ferwurking fan buisfoarmige produkten.
05 Hakke koalstofvezel

Produktfunksjes:Oars as it konsept fan koalstoffiber spûn garen, wurdt it meastentiids taret fan trochgeande koalstoffiber troch hakke ferwurking, en de hakke lingte fan 'e glêstried kin wurde snien neffens klantbehoeften.
Wichtichste gebrûken:Meastentiids brûkt as in mingsel fan plestik, harsen, semint, ensfh., troch it mingen yn 'e matriks kinne de meganyske eigenskippen, wearbestindigens, elektryske gelieding en waarmtebestriding ferbettere wurde; yn 'e lêste jierren binne de fersterkjende fezels yn 3D-printe koalstoffiberkompositen meastentiids hakke koalstoffibers.
06 Koalstoffiber slypje

Produktfunksjes:Omdat koalstofvezel in bros materiaal is, kin it nei it slypjen, dat is, it slypjen fan koalstofvezel, taret wurde ta poeierfoarmich koalstofvezelmateriaal.
Haadtapassing:fergelykber mei hakke koalstofvezel, mar selden brûkt yn semintfersterking; meastentiids brûkt as in ferbining fan plestik, hars, rubber, ensfh. om de meganyske eigenskippen, wearbestindigens, elektryske gelieding en waarmtebestriding fan 'e matriks te ferbetterjen.
07 Koalstoffasermat

Produktfunksjes:De wichtichste foarm is filt of mat. Earst wurde de koarte fezels yn lagen lein troch meganysk kaarden en oare metoaden, en dan taret troch naaldponsen; ek wol bekend as koalstoffiber net-woven stof, heart it ta in soarte koalstoffiber woven stof.Wichtichste gebrûken:termyske isolaasjematerialen, getten termyske isolaasjemateriaalsubstraten, waarmtebestendige beskermjende lagen en korrosjebestendige laachsubstraten, ensfh.
08 Koalstoffiberpapier
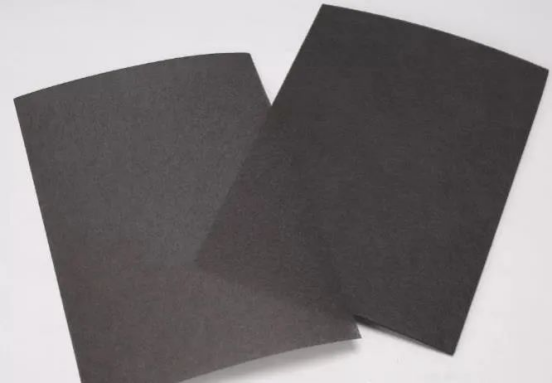
Produktfunksjes:It wurdt taret fan koalstofvezel troch in droech of wiet papiermeitsjensproses.
Wichtichste gebrûken:antistatyske platen, elektroden, sprekkerkegels en ferwaarmingsplaten; populêre tapassingen yn 'e lêste jierren binne nije enerzjy-katodematerialen foar batterijen foar auto's, ensfh.
09 Koalstoffiber prepreg
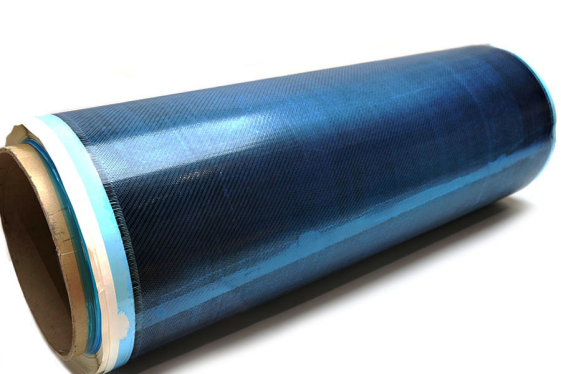
Produktfunksjes:in healferhurde tuskenlizzende materiaal makke fan koalstoffiber-impregnearre thermosethars, dat poerbêste meganyske eigenskippen hat en in soad brûkt wurdt; de breedte fan koalstoffiber-prepreg hinget ôf fan 'e grutte fan' e ferwurkingsapparatuer, en mienskiplike spesifikaasjes omfetsje prepregmateriaal fan 300 mm, 600 mm en 1000 mm breed.
Haadtapassing:fleantúch-/loftfeartapparatuer, sportartikelen en yndustriële apparatuer, ensfh.
010 koalstoffiber gearstald materiaal
Produktfunksjes:Ynjeksjefoarmmateriaal makke fan termoplastysk of thermosethars mingd mei koalstofvezel, it mingsel wurdt tafoege mei ferskate tafoegings en hakke fezels, en ûndergiet dan in gearstallingsproses.
Haadtapassing:Fertrouwend op 'e poerbêste elektryske geliedingsfermogen, hege styfheid en lichtgewichtfoardielen fan it materiaal, wurdt it benammen brûkt yn apparatuerbehuizingen en oare produkten.
Wy produsearje ekglêstried direkte roving,glêstriedmatten, glêstriedgaas, englêstried woven roving.
Kontakt mei ús opnimme :
Telefoannûmer: +8615823184699
Telefoannûmer: +8602367853804
Email:marketing@frp-cqdj.com
Pleatsingstiid: 1 juny 2022





